Производственные предприятия, прежде всего, затрагивают вопросы качества во время операций по сборке. Дефекты требуют выполнения сдерживающих мероприятий для защиты клиента, а анализ первопричин и корректирующие действия необходимы для того, чтобы не допустить их повторения.
Типичные мероприятия по сдерживанию включают инспекционную деятельность в различных точках производственного процесса для обнаружения дефектов, но при этом все равно существует много возможностей для возникновения дефекта. Однако не ясный подход по добавлению инспекционной деятельности для обнаружения проблем с качеством, может привести к более высоким операционным расходам и повтору проблем, поэтому дополнительные действия по проверки являются не эффективными.
Структура петли качества представляет установление коммуникаций, основных показателей и ответственности в области качества, начиная от рабочего места и до клиента. Она обеспечивает структурированный подход к интегрированию верификации и валидации качества в процесс сборки. Петля качества гарантирует встроенную систему качества и координирует эффективный процесс решения проблем с помощью кросс-функциональных команд, что в свою очередь улучшает качество без добавления большего количества инспекций.
Применение метода петли качества при производстве автомобильных сидений, оси, приборов и другого оборудования на сборочных заводах, доказало свою пользу для контроля и эффективного управления качеством продукции.
Четыре петли
Структура петли качества, показанной на Рисунке 1, позволяет руководству быстро идентифицировать и устранить проблемы качества, управлять обратной связью и эффективно использовать информацию о корректирующих действиях, представив производственные операции в виде четырех петель:
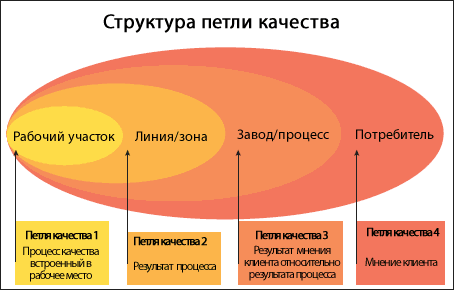
Рис.1. Структура петли качества - Первая петля – это «встраивание качества в процесс участка», она представляет собой рабочий участок, где выполняются действия или задачи по производству. Это место, где качество встроено в продукт.
- Вторая петля представляет собой ячейку производства или секцию сборочной линии, или группу рабочих участков, или же зону, которая поставляет частично собранный продукт для следующей секции производственного процесса или для окончательного утверждения. Качество продукта в конце зоны представляет результат процесса.
- Третья петля – это финальный этап производственных операций – валидация продукта перед отправкой его клиенту. Она включает функциональное тестирование и проверку продукта относительно формы, функциональности и внешнего вида с точки зрения заказчика. Так как тесты по валидации предназначены для имитации того, каким образом клиент использует продукт, то эта петля представляет результат мнения клиента относительно результат процесса.
- Четвертая петля представляет непосредственно мнение клиента. Она включает жалобы потребителя, гарантийные требования и другие формы обратной связи с клиентом относительно качества продукта. Деятельность по четвертой петле включает анализ показателей качества, который включает анализ показателей эффективности для клиента, диаграмм трендов и последующих действия для решения проблем.
Существует три ключевых элемента, которые встраивают петли друг в друга и обеспечивают структурированный процесс для обратной связи, упреждения и эффективных решений проблем качества. Элементы, которые обеспечивают согласование показателей качества, ответственности и инициативных групп по всем функциям менеджмента качества следующие:
- Согласование показателей качества. Определив и согласовав показатели эффективности качества в каждой петле, менеджмент может эффективно контролировать многочисленные вопросы качества, как на малых, так и на больших производственных предприятиях. Главное выровнять внутренние показатели качества с ожиданиями клиента относительно качества. Таким образом, внутреннее улучшение качества может привести к повышению производительности качества для клиента. Например, если потребитель ожидает отсутствие дефектов, внутренние показатели качества должны оценивать отклонения от качества, чтобы обеспечить отсутствие дефектов.
- Согласование ответственности за качество. Это гарантирует, что каждый ответственен за качество – от оператора до руководителя зоны и директора предприятия. Используя структуру петли качества, ответственность за качество определяется и устанавливается на соответствующих уровнях производственной организации. Оператор ответственен за качество на рабочей месте; руководитель/мастер производственного участка ответственен за качество на сборочной линии/зоне; операционный менеджер отвечает за качество на уровне завода, а директор – на уровне потребителя.
- Команда по качеству. Это включает объединение вспомогательных подразделений, таких как проектирование, техническое обслуживание, контроль материалов, оснастка и производство, для фокусирования на эффективном решении проблем процесса.
Для иллюстрации данного метода, рассмотрим пример того, как процесс производства и сборки автомобильных сидений применяет структуру петли качества при сборочных операциях. Однако помните, что данный подход применяется во всех отраслях, связанных со сложными сборочными операциями, включая медицинское оборудование, бытовую технику и мебель.
Производство автомобильных сидений
Система автомобильных сидений состоит из четырех сидений – водителя, пассажира, сиденья второго и дополнительного третьего ряда. Все сидения проходят одинаковый процесс производства, который состоит из трех основных стадий – создание рамы, комплектация и завершающая стадия.
Отдел создания рамы создает металлический каркас сидения. Рама состоит из сидения и спинки, которые оснащены металлической сеткой. Рама сделана из стали и производится с помощью сварки и обжима металлических труб и штамповки. Спинка и рама сидения соединяются вместе, а после устанавливается механизм спинки.
Далее рама перемещается в отдел комплектации. Отдел комплектации собирает и монтирует проводку, системы управления, прикрепляет поролон и обивку сидений к раме. Система управления двигает сидение вперед или назад, а также наклоняет и поднимает спинку. Сложность процесса комплектации включает множество видов чехлов, таких как вельвет, алькантара или кожа. Каждый материал может прийти в двух или трех разных цветах. Чтобы создать чехол для сидения требуется высокое мастерство. Системы управления могут быть ручными, автоматическими и гибридными. Подлокотники и подголовники собираются отдельно и устанавливают на сидение, перед тем как отправить на завершающий этап.
На завершающем этапе, кожаные сидения проходят обработку горячим воздухом для разглаживания кожи, в то время как некожаные сидения минуют этот процесс. Все сидения проходят финальное тестирование, а сиденья первого, второго и третьего ряда соединяются, чтобы создать набор для автомобиля, отвечающий требованиям клиента. Набор сидений ставится в очередь для отправки на завод по сборки автомобилей. Рисунок 2 демонстрирует карту процесса сборки автомобильного сиденья.
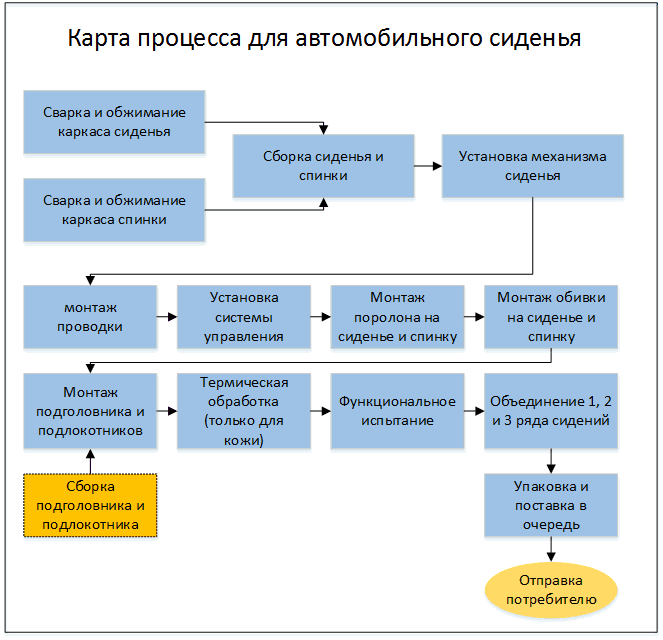
Рис. 2. Карта процесса для автомобильного сиденья Первая петля: встраивание качества в процесс участка
Основой производственного процесса является рабочий участок, где создается ценность продукта и качество встраивается в продукт. Дефекты в основном возникают при выполнении задач на рабочем участке, но с правильно выбранными показателями и инструментами качества, проблемы качества могут быть обнаружены и решены на месте. Это исключает возможность того, что дефекты коснутся клиента.
Ключевыми инструментами, которые гарантируют, что качество встроено в процесс, являются стандартные рабочие инструкции, проверка ошибок и самопроверка качества. В рамках петли качества, оператор несет ответственность и отчитывается за работу своего участка.
В процессе сборки автомобильных сидений, стандартные рабочие инструкции для каждого участка в первой петле будут включать задачи по самопроверке качества. Например, проверка под нагрузкой может быть выполнена после операций по оснастке и запрессовке. Проверка под нагрузкой является верификацией, которую выполняет оператор после установки зажима или части запрессовки. Оператор нажимает на сопрягаемую часть и тянет ее, чтобы проверить, что она надежно закреплена. Далее, оператор делает нажатие вниз, чтобы убедиться, что нет разрыва или смещения. Также оператор должен использовать специальные устройства для проверки и визуальные средства, такие как цветовое кодирование аналогичных частей для более простой идентификации на каждом рабочем участке.
Вторая петля: результат процесса
Вторая петля представляет собой зону, которая поставляет частично собранный продукт в следующую зону, которая обычно заканчивает сборку продукта. В производстве автомобильных сидений, секция по сборке рамы сидения считается зоной. Она поставляет завершенную раму сидения в секцию отделки, которая является другой зоной, которая отвечает за монтаж проводки сиденья, установку поролона и обивки на сиденье и спинку.
Существуют определенные размеры и особенности, которые могут быть проверены только после того, как все компоненты собраны вместе. При сборке сиденья, например, диапазон наклона спинки кресла может быть проверен только после установки механизма наклона сиденья. Станция проверки качества (СПК) является вратами качества для второй петли и размещается в конце каждой зоны. Существует перечень элементов, которые СПК использует для проверки важных характеристик и ключевых функций процесса сборки перед тем, как продукт отправится в следующую зону. Эффективность верификации качества является результатом процесса в пределе зоны, а также эффективным способом для определения уровня качества на уровне зоны.
Показателями эффективности, которые используются в СПК, являются потери станции при выполнении (SRL) и уровень брака/переработки (SRR). Они измеряют качество узла, который направляется в следующую зону. (Ознакомьтесь с блоком «Расчет потерь при выполнении операций», чтобы узнать о том, как находить SRL). Показатели эффективности также показывают реальную картину дефектов на рабочем участке. Отдел контроля производства предоставляет данные о качестве ответственному рабочего участка в режиме реального времени. Эффективность предпринятых корректирующих действий на рабочем участке может быть быстро проверена на СПК.
Расчет потерь при выполнении операций Потери станции при выполнении (SRL) измеряют количество проблем (дефектов) на миллион единиц (или на сотню единиц), которые выпускает участок. Такие проблемы идентифицируются с помощью самопроверки или же задач по предупреждению дефектов. Проблемы, которые нельзя привязать к рабочему участку и проблемы, когда оператор не успевает выполнить задачу за время цикла, учитываются в SRL. Анализ SRL с помощью метода Парето идентифицирует дефекты, которые выходят с рабочего участка и задачи, которые являются сложными для оператора. Это потенциальные причины проблем при сборке. Типичная жалоба от клиента может быть следующей «морщинистый чехол сиденья». Проверка этого условия на рабочем участке является более эффективной, чем решение данной проблемы, когда сидение установлено в автомобиль. Неправильно установленный механизм может привести к поломке системы управления. Расчет SRL имеет следующий вид: SRL = Количество проблем (дефектов), кототоры выходят с участка x 1,000,000
Количество выпущенных единиц Значение SRL зоны – это сума значений SRL всех рабочих участков в зоне. Например, если зона состоит из 10 рабочих участков, то: SRLзоны = SRLучасток1 + SRLучасток2 + ……………………. + SRLучасток10 Улучшение значения SRL рабочего участка улучшает значение SRL зоны. Также значение SRL завода это сумма значений SRL каждой зоны производства: SRLзавода = SRLзоны1 + SRLзоны2 + ……………………. + SRLзоныХ |
Рисунок 3 иллюстрирует местоположение СПК на заводе по сборке автомобильных сидений. СПК установлена в конце зоны сборки рамы и отделки. Каждая СПК имеет список элементов, которые необходимо проверить при сборке с учетом жалоб потребителей и вопросов качества продукта. Важно определить кросс-функциональную команду для каждой зоны, которая фокусируется на процессе и решении проблем качества.
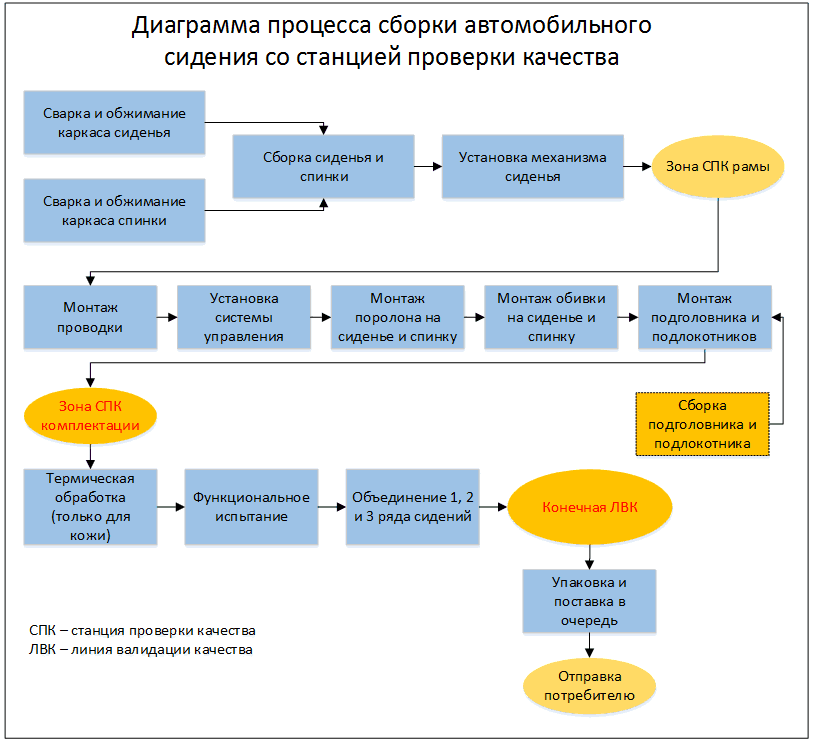
Рис. 3. Диаграмма процесса сборки автомобильного сидения со станцией проверки качества Третья петля: возможная точка зрения потребителя
Третья петля обычно находится в конце производственных операций. На этой стадии продукт изготовлен и готов к отправке. Целью третьей петли является валидация продукта с точки зрения потребителя, с предпосылкой, что операторы, будучи потребителями, тестируют продукт и подтверждают его качество и только после этого, продукт готов к продаже.
Методами валидации качества продукции в третьей петле являются линия валидации качества (ЛВК) и функциональные тесты. ЛВК проверяет продукт относительно пригодности, отделки и внешнего вида с точки зрения заказчика, осматривая его на наличие таких недостатков как черные пятна или морщины на чехле сидения автомобиля. Функциональные тесты созданы для того, чтобы симулировать использование продукта потребителем. Это может включать, например, испытания сидения под действием влаги или вибраций.
Согласовывая элементы ЛВК с жалобами потребителя, руководитель процесса или руководитель производства могут эффективно применять корректирующие действия к соответствующей зоне или же рабочему месту. Жалобы потребителя напрямую отправляются к третьей петле, мгновенно предпринимаются сдерживающие и корректирующие действия на месте, которое является причиной несоответствия. Недостатки, которые обнаруживаются на ЛВК, сообщаются ответственной зоне СПК. СПК гарантирует, что проблемы не выходят из зоны ее действия. Улучшения, сделанные в зоне, сообщаются ЛВК и будут подтверждены показателями качества на линии валидации.
Рисунок 3 демонстрирует размещение ЛВК на заводе по сборке автомобильных сидений. ЛВК установлена в конце линии по сборке сидения перед операциями упаковки и отправки. Список элементов, которые необходимо проверить, установлен для валидации конечной сборки с точки зрения потребителя и соблюдения норм проектирования.
Запросы относительно качества на СПК и ЛВК отправляются к руководителю ответственному за зону для мгновенного удержания. При повторении запросов, оповещения рассылаются на разные уровни менеджмента по возрастанию для гарантии того, что проблема будет эффективно решена. Завод должен установит критерии для каждого уровня эскалации, примерно, как показано на рисунке 4.

Рис.4. Эскалация Четвертая петля: Мнение потребителя
Четвертая петля содержит мнение потребителя, поэтому показатели петли, на уровне потребителя, следующие: жалобы потребителя, гарантийные претензии и результаты опроса относительно удовлетворенности потребителя. Четвертая петля формирует основу для проведения ежедневных собраний руководителей относительно качества продукта. Сюда входит создание стены качества, которая содержит отображение показателей относительно выполнения обязательств перед клиентами, диаграммы трендов и главные элементы действий. Она также управляет действиями кросс-функциональной команды, которая привлечена к решению вопросов, связанных с клиентами.
Данные, собранные относительно жалоб клиентов, служат основой чек-листа ЛВК и процедур по функциональному тестированию третьей петли. Например, «неправильное функционирование системы управления сидения» является жалобой потребителя автомобильных сидений. Чтобы улучшить обнаружение подобных проблем на заводе, функциональный тест пересматривается таким образом, чтобы точно отобразить то, как потребитель использует систему управления сидения.
Подобным образом, проблемы системы управления сидения, обнаруженные в третьей петле, рассматриваются в петле два и кросс-функциональная команда расследует причины несоответствия. Директор завода несет персональную ответственность за четвертую петлю, чтобы гарантировать, что жалобы потребителей доведены до сведения по всем петлям качества, а кросс-функциональная команда эффективна при решении подобных проблем.
Вопросы, связанные с покупателем, быстро сообщаются вниз по цепи производственных операций. Корректирующие действия сфокусированы на рабочих участках, но результаты эффективных корректирующих действий являются основой для других последующих петель. Это приводит в структурированному, постоянному улучшению качества по всему процессу производства и сборки. Рисунок 5 отображает прямые и обратные связи между петлями качества.
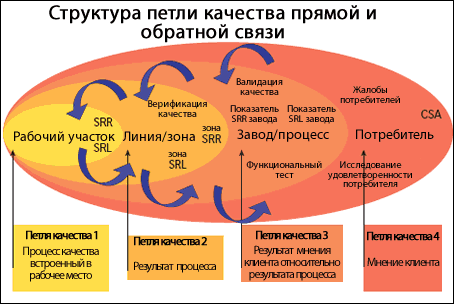
CSA -
| аудит удовлетворенности потребителя |
| SRL - | потери станции при выполнении |
| SRR - | процент брака\переделки |
Рис. 5. Структура петли качества прямой и обратной связи В процессе сборки автомобильный сидений, четвертая петля включает установление доски анализа качества для управления показателями и обратной связью с потребителем. Доска отображает линии трендов относительно запланированных, ключевые элементы действий и контрмеры для того, чтобы сосредоточиться на каждом элементе.
Организации должны установить ежедневный график собраний для анализа и принятия решений относительно проблем качества и жалоб клиента. Кросс-функциональная команда должна еженедельно отчитываться относительно решений, связанных с вопросами качества.
Важность инициативной команды
Проблемы качества являются результатом изменений во входных данных процесса и условий эксплуатации, таких как изменения сырья, износ инструмента и различия в методах, которые применяют операторы. Для определения коренных причин часто требуется помощь кросс-функциональных команд. Кроме того, корректирующие действия могут заключаться в инженерном изменении или применении специальных устройств обнаружения дефектов, а также обновления стандартных рабочих инструкций.
Кросс-функциональные команды обеспечивают эффективный подход к пониманию проблем качества, выполнению анализа причин и применение соответствующих корректирующих действий. Команды встречаются ежедневно возле доски для решения проблем качества и процесса в целом. Наличие кросс-функциональной команды имеет ряд преимуществ, включая эффективное решение проблем и коммуникацию, поддержку производства и вовлечение производственной команды к решению проблем.
Реальный успех
Во время реконструкции в 2008 завода по сборке грузовиков Крайслер Уоррен, штат Мичиган, СПК была включена в текущий производственный процесс, также был введен новый процесс верификации качества, который использует стандартизированную систему для защиты клиента и управляет корректирующими действиями. Команда по решению проблем идентифицировала и решила потенциальные проблемы качества, которые возникли на рабочих участках.
В результате новых процессов, команды обнаружили и исключили потенциальные проблемы удовлетворенности потребителя на ранней стадии запуска и достигли уменьшения количества жалоб потребителя.
Компания General Motors взял за основу петлю качества во время проектирования, разработки и запуска программы автомобиля на автосборочном заводе в Онтарио. Завод стал образцом качества в автомобильной промышленности и получил престижную награду Gold J.D. С тех пор, многие другие производители и поставщики оригинального оборудования внедрили методологию петли качества, а также СВК в свой процесс производства, для улучшения качества и удовлетворенности потребителя.
Ценность внедрения
Объединение петли качества и кросс-функциональной команды является эффективным подходом для управления проблемами качества, сокращению затрат, связанных с низким качеством и улучшения удовлетворенности потребителя. Внедрив этот подход, организации могут достигнуть устойчивого улучшения качества и расширения удовлетворенности потребителя.
автор: Деле Афовалад является директором качества в автомобильной группе североамериканского региона корпорации Eaton. Имеет докторскую степень в области промышленного машиностроения университета Уэйна в Детройте. Авофала является членом ASQ и сертифицированный обладатель Черного пояса Шести Сигм.
см. также:
